简体中文
简体中文 English
English русский
русский Español
Español Français
Français عربى
عربى Português
Português 日本語
日本語 italiano
italiano Nederlands
Nederlands Polskie
Polskie
Contenido
- 1 Comprensión de los acoplamientos PPR y su función esencial
- 2 Tipos y variaciones de acoplamientos PPR
- 3 Técnicas de instalación adecuadas para acoplamientos PPR
- 4 Especificaciones técnicas y estándares de desempeño
- 5 Errores comunes de instalación y prevención
- 6 Criterios de selección para diferentes aplicaciones
- 7 Evaluación de calidad y verificación de productos.
- 8 Consideraciones de costos y análisis económico
- 9 Solución de problemas y soluciones de reparación
Comprensión de los acoplamientos PPR y su función esencial
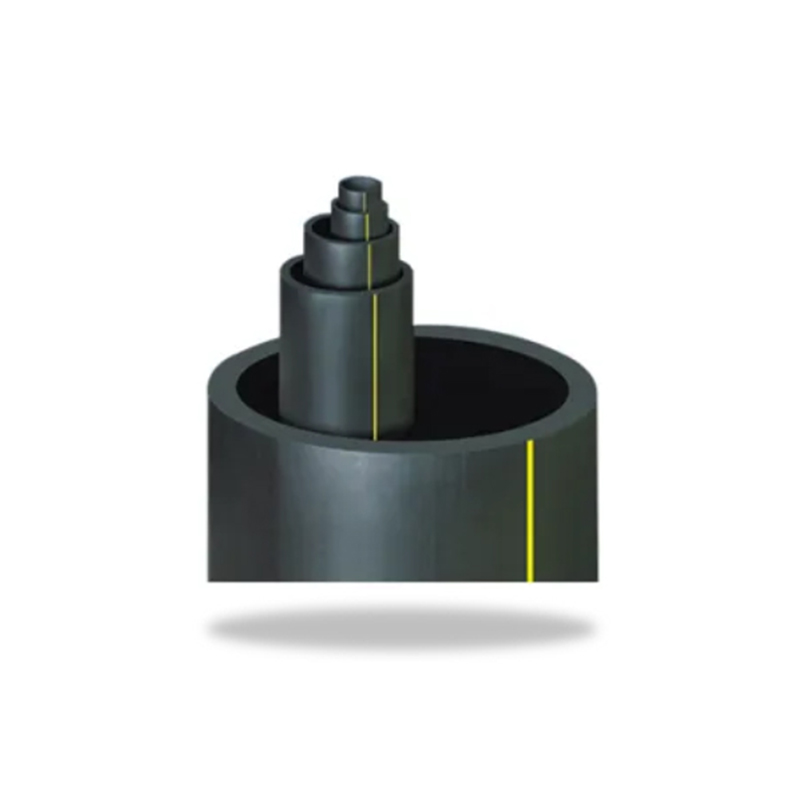
un Acoplamiento PPR es un accesorio especializado que se utiliza para unir dos secciones de tubería de copolímero aleatorio de polipropileno (PPR) en línea recta mediante soldadura por fusión por calor. Este componente fundamental sirve como el método de conexión principal para extender tramos de tuberías y crear juntas a prueba de fugas tanto en sistemas de distribución de agua fría como caliente. Los acoplamientos de PPR se fabrican con el mismo material de copolímero aleatorio que las propias tuberías, lo que garantiza compatibilidad térmica y características de expansión uniformes en todo el sistema.
El diseño del acoplamiento presenta un casquillo en cada extremo con dimensiones internas mecanizadas con precisión que se adaptan al diámetro exterior de la tubería. Durante el montaje se calientan simultáneamente ambos extremos de los tubos y los manguitos de acoplamiento para 260±10°C, luego se unen bajo presión para crear un enlace molecular más fuerte que el propio material de la tubería. Este proceso de soldadura por fusión elimina la necesidad de adhesivos, selladores o sujetadores mecánicos, lo que da como resultado una conexión sellada permanentemente que mantiene los índices de presión completos del sistema.
Los acoplamientos PPR están disponibles en tamaños que van desde 20 mm hasta 110 mm de diámetro, correspondientes a las dimensiones de tubería estándar. Mantienen la misma clasificación de presión (PN10, PN16, PN20 o PN25) que las tuberías que conectan, lo que garantiza un rendimiento constante en todo el sistema. El componente representa aproximadamente 15-25% de los requisitos totales de instalación en instalaciones de plomería típicas, lo que lo convierte en el tipo de accesorio PPR más utilizado.
Tipos y variaciones de acoplamientos PPR
Las diferentes configuraciones de acoplamiento satisfacen requisitos de instalación y diseños de sistemas específicos:
Acoplamientos de enchufe estándar
El tipo más común presenta dos casquillos idénticos para unir tuberías del mismo diámetro. Estos acoplamientos tienen una longitud compacta de aproximadamente 1,5-2 veces el diámetro de la tubería , minimizando el espacio necesario para las conexiones. Los acoplamientos estándar son adecuados tanto para instalaciones expuestas como ocultas donde se necesitan extensiones de tubería en línea recta sin cambios de dirección.
Acoplamientos reductores
Estos accesorios especializados conectan tuberías de diferentes diámetros, con casquillos de dos tamaños diferentes. Los acoplamientos reductores eliminan la necesidad de accesorios reductores separados y juntas adicionales, lo que agiliza las instalaciones donde se producen transiciones de tamaño de tubería. Las combinaciones de tamaños comunes incluyen de 32 mm a 25 mm, de 25 mm a 20 mm y de 40 mm a 32 mm. Usar acoplamientos reductores en lugar de múltiples accesorios reduce el tiempo de instalación en aproximadamente un 30% y disminuye los posibles puntos de fuga.
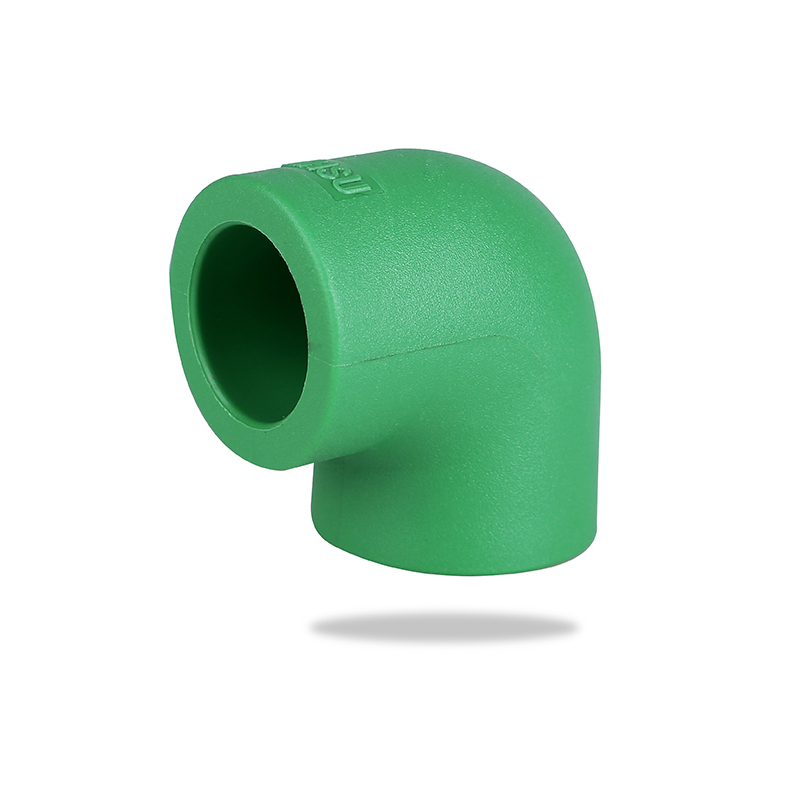
Acoplamientos roscados
Los acoplamientos de PPR con roscas metálicas integradas proporcionan conexiones de transición a equipos, válvulas o accesorios con conexiones roscadas. Un extremo cuenta con un casquillo de PPR estándar para fusión por calor, mientras que el otro contiene roscas de latón o acero inoxidable (normalmente 1/2", 3/4" o 1" NPT o BSP). El inserto de metal se moldea en el cuerpo de PPR durante la fabricación, creando una unión mecánica permanente. Estos accesorios de transición son esenciales cuando los sistemas de PPR interactúan con componentes de plomería convencionales, con Insertos de latón clasificados para presiones de hasta 2,5 MPa a 20 °C. .
Reparación de acoplamientos
Los acoplamientos de longitud extendida diseñados para trabajos de reparación cuentan con casquillos más profundos o mecanismos deslizantes que permiten la conexión a tuberías existentes sin necesidad de rotación de la tubería. Estos accesorios especializados resultan invaluables al reemplazar secciones dañadas en espacios reducidos o cuando las tuberías no se pueden girar debido a limitaciones de espacio. Los acoplamientos de reparación suelen medir 2,5-3 veces la longitud de acoplamiento estándar para acomodar la profundidad adicional del casquillo requerida para esta aplicación.
| Tipo de acoplamiento | Aplicación primaria | Característica clave | Contexto de instalación |
|---|---|---|---|
| Zócalo estándar | Conexiones del mismo diámetro | Diseño compacto | Extensiones de tuberías generales |
| Reducir | Transiciones de diámetro | Dos tamaños de enchufe diferentes | Reducciones de ramales |
| roscado | Conexiones de equipos | Inserto de hilo metálico | Interfaces de válvulas y accesorios |
| Reparación | Reemplazo de sección dañada | Profundidad de encaje extendida | Reparaciones de espacios confinados |
Técnicas de instalación adecuadas para acoplamientos PPR
Los procedimientos de instalación correctos son fundamentales para lograr conexiones confiables y sin fugas que mantengan el rendimiento completo del sistema:
Preparación previa a la instalación
Antes de comenzar la soldadura por fusión, verifique que las tuberías y los acoplamientos coincidan tanto en diámetro como en presión nominal. Corte las tuberías en escuadra utilizando cortatubos de PPR exclusivos para garantizar extremos perpendiculares sin deformación. Marque la profundidad de inserción en los extremos de la tubería utilizando el acoplamiento como guía; las profundidades de inserción típicas varían desde 14 mm para tubos de 20 mm a 40 mm para tubos de 110 mm . Limpie y seque minuciosamente ambos extremos de la tubería y los casquillos del acoplamiento, eliminando cualquier suciedad, humedad o aceite que pueda comprometer la calidad de la fusión.

Proceso de soldadura por fusión
Caliente la herramienta de soldadura por fusión a la temperatura especificada de 260 °C y permita un tiempo de calentamiento adecuado, normalmente 10-15 minutos para una estabilidad de temperatura confiable . Inserte al mismo tiempo el extremo del tubo en el mandril calefactor y el manguito de acoplamiento en la placa calefactora. Aplique una presión moderada durante el calentamiento sin forzar; una presión excesiva puede deformar la pared de la tubería. La duración del calentamiento debe coincidir exactamente con las especificaciones del diámetro de la tubería:
- 20 mm de diámetro: 5 segundos de calentamiento, 4 segundos de unión, 2 minutos de enfriamiento
- 25 mm de diámetro: 7 segundos de calentamiento, 4 segundos de unión, 2 minutos de enfriamiento
- 32 mm de diámetro: 8 segundos de calentamiento, 6 segundos de unión, 4 minutos de enfriamiento
- 40 mm de diámetro: 12 segundos de calentamiento, 6 segundos de unión, 4 minutos de enfriamiento
- 50 mm de diámetro: 18 segundos de calentamiento, 6 segundos de unión, 4 minutos de enfriamiento
Unión y enfriamiento
unfter heating, remove both components from the tool and immediately insert the pipe into the coupling socket in one smooth motion until reaching the marked insertion depth. Hold the joint firmly in position without twisting or adjusting—any movement during the initial cooling phase will compromise joint integrity. A small bead of melted material should form around the joint perimeter, indicating proper fusion. Maintain the joint in a fixed position throughout the entire cooling period before allowing any stress or movement. Joints subjected to stress before adequate cooling show Tasas de fracaso hasta un 40% más altas. que las conexiones enfriadas adecuadamente.
Verificación de calidad
Inspeccione las uniones completadas en busca de cordones de fusión uniformes en toda la circunferencia, lo que indica un calentamiento e inserción consistentes. El tubo debe insertarse hasta la profundidad marcada sin espacios en el hombro del acoplamiento. Verifique la alineación: las tuberías deben continuar en línea recta a través del acoplamiento sin ángulos ni desplazamientos visibles. Las uniones ejecutadas correctamente no presentan blanqueamiento por tensión, deformación ni áreas de fusión incompletas. Los instaladores profesionales mantienen Tasas de defectos inferiores al 1% cuando se siguen los procedimientos adecuados. .
Especificaciones técnicas y estándares de desempeño
Los acoplamientos PPR deben cumplir estrictos requisitos técnicos para garantizar la confiabilidad y seguridad del sistema:
Requisitos de precisión dimensional
Los diámetros internos del casquillo deben mantener tolerancias precisas para garantizar una fusión adecuada sin espacios ni desplazamiento excesivo del material. Las normas de fabricación especifican tolerancias de ±0,2 mm para tuberías de hasta 63 mm de diámetro y ±0,3 mm para tamaños más grandes . El espesor de la pared en el cuerpo del acoplamiento debe ser igual o superior al espesor de la pared de la tubería para evitar puntos débiles en el sistema. La profundidad del casquillo debe proporcionar un área de fusión adecuada y al mismo tiempo mantener una longitud de acoplamiento razonable para una instalación práctica.
Rendimiento de presión y temperatura
Los acoplamientos de PPR tienen la misma clasificación de presión que las tuberías que conectan. Un acoplamiento PN20 utilizado con tubería PN20 mantiene Presión de trabajo de 2,0 MPa a 20 °C y 1,0 MPa a 70 °C . El material del acoplamiento debe presentar características de dilatación térmica idénticas a las de la tubería, con un coeficiente de 0,15 mm/m·K, garantizando que los esfuerzos térmicos no se concentren en las juntas. Las juntas de acoplamiento instaladas correctamente resisten pruebas de presión de hasta 1,5 veces la presión de trabajo nominal sin fugas ni deformaciones.
Estándares de calidad de materiales
Los acoplamientos de calidad utilizan material de copolímero aleatorio tipo 3 (PPR) que cumple con las especificaciones ISO 15874. El material debe exhibir una resistencia a la tracción mínima de 25 MPa y mantener la flexibilidad a bajas temperaturas sin fallar por fragilidad. La producción de material virgen garantiza propiedades consistentes, mientras que el contenido reciclado puede introducir variaciones que comprometan el rendimiento. Fabricantes acreditados marcan cada acoplamiento con tamaño, presión nominal, fecha de producción e información de cumplimiento estándar. La ausencia de marcas claras sugiere Productos de calidad inferior con tasas de fracaso de 3 a 5 veces mayores. que los componentes certificados.
Verificación de resistencia química
Los acoplamientos de PPR deben resistir la degradación causada por el agua clorada, las variaciones de pH y los ciclos de temperatura. Los protocolos de prueba exponen los acoplamientos a condiciones de envejecimiento acelerado, incluida la exposición continua al agua a 95 °C durante 1000 horas, seguida de pruebas de presión para verificar la retención de las propiedades mecánicas. Los componentes de calidad muestran menos del 10% de reducción de fuerza después de un envejecimiento acelerado equivalente a 50 años de servicio.
Errores comunes de instalación y prevención
Comprender los errores de instalación frecuentes ayuda a prevenir fallas del sistema y reparaciones costosas:
Calefacción insuficiente o excesiva
Un tiempo de calentamiento inadecuado impide la fusión molecular adecuada, lo que crea uniones débiles que pueden tener fugas inmediatamente o desarrollar fugas lentas con el tiempo. Por el contrario, el calentamiento excesivo degrada la estructura del polímero, reduciendo la resistencia y creando perlas de fusión de gran tamaño que obstruyen parcialmente el flujo. Los estudios de campo indican que Las desviaciones de sincronización que exceden ±2 segundos de las especificaciones aumentan el riesgo de falla en un 60%. . Utilice temporizadores o siga programas de calentamiento estandarizados para mantener la consistencia en todas las juntas.
Superficies de fusión contaminadas
La suciedad, la humedad, el aceite o la oxidación en los extremos de las tuberías o en los casquillos de los acoplamientos interfieren con los enlaces moleculares. Incluso pequeñas cantidades de contaminación crean zonas débiles que concentran el estrés. Retire la capa exterior de los extremos de las tuberías con una herramienta de afeitar y limpie los casquillos de acoplamiento con alcohol isopropílico antes de la fusión. El uso de guantes evita que los aceites de la piel contaminen las superficies. Las fallas relacionadas con la contaminación generalmente se manifiestan como Las fugas por orificios aparecen entre 6 y 18 meses después de la instalación. cuando el ciclo térmico tensiona la unión comprometida.
Profundidad de inserción incompleta
Si no se insertan los tubos completamente hasta el hombro del casquillo se reduce el área de fusión y se crean puntos de concentración de tensiones. Marque claramente la profundidad de inserción correcta en los extremos de la tubería antes de calentarla y verifique la inserción completa inmediatamente después de la unión mientras el material permanece visible. La inserción incompleta reduce la resistencia de la unión hasta en un 50% y aumenta significativamente la probabilidad de falla bajo golpes de ariete o golpes de ariete.
Movimiento durante el enfriamiento
Rotar, flexionar o estresar las juntas antes de un enfriamiento adecuado impide la cristalización adecuada de la zona de fusión. Incluso los movimientos más leves comprometen la integridad de la unión. Apoye las tuberías adecuadamente durante los períodos de enfriamiento y planifique secuencias de instalación para evitar trabajar cerca de juntas recientemente terminadas. Los tiempos de enfriamiento dependientes de la temperatura deben extenderse en ambientes fríos; las instalaciones por debajo de 5 °C de temperatura ambiente requieren Períodos de enfriamiento un 50% más largos para lograr una fuerza equivalente.
Componentes no coincidentes
La combinación de acoplamientos y tuberías de diferentes presiones nominales crea puntos débiles en el sistema. Un acoplamiento PN16 en un sistema PN20 no puede manejar de manera segura la presión total del sistema. De manera similar, el uso de acoplamientos demasiado grandes o demasiado pequeños impide la fusión adecuada o crea una tensión excesiva. Verifique la compatibilidad de los componentes antes de la instalación, asegurándose de que todos los elementos compartan la misma clasificación de presión y diámetro nominal.
Criterios de selección para diferentes aplicaciones
La elección de los acoplamientos PPR adecuados depende de los requisitos específicos del sistema y las condiciones de instalación:
Sistemas residenciales de agua fría y caliente
Las instalaciones residenciales estándar suelen utilizar acoplamientos PN20 para la distribución de agua fría y caliente. Estos proporcionan un margen de seguridad adecuado para presiones de agua municipales típicas de 0,3 a 0,6 MPa y, al mismo tiempo, se adaptan a aumentos repentinos de presión ocasionales. Los sistemas de agua caliente que funcionan a 60-70°C se benefician de los PN20 Clasificación de presión de 1,0 MPa a 70 °C , asegurando confiabilidad a largo plazo. Solo para líneas de agua fría, los acoplamientos PN16 ofrecen ahorros de costos sin sacrificar la seguridad.
Aplicaciones de calefacción por suelo radiante
Los sistemas de calefacción por suelo radiante requieren menos acoplamientos debido a los tramos continuos de tuberías, pero las conexiones en los colectores y las interfaces de los equipos siguen siendo críticas. Seleccione acoplamientos con propiedades de barrera al oxígeno que coincidan con las especificaciones de la tubería para evitar la corrosión del sistema. Las temperaturas de funcionamiento de 40-55 °C permiten el uso de acoplamientos PN16 en la mayoría de los casos, aunque PN20 proporciona un margen de seguridad adicional. Los acoplamientos roscados facilitan las conexiones a colectores y equipos de calderas.
Sistemas comerciales y de alta presión
Los edificios de varios pisos o sistemas con bombas de refuerzo pueden experimentar presiones superiores a 1,0 MPa, lo que requiere acoplamientos PN25 clasificados para 2,5 MPa a 20°C . Las aplicaciones industriales con circulación de agua caliente a 80-90 °C también se benefician de la mayor capacidad de reducción de temperatura del PN25. El mayor espesor de pared de los componentes PN25 agrega un costo mínimo y al mismo tiempo proporciona un margen de seguridad de presión sustancial.
Instalaciones exteriores y expuestas
Los acoplamientos en ubicaciones al aire libre requieren formulaciones resistentes a los rayos UV para evitar la degradación por la exposición a la luz solar. El PPR estándar para interiores se vuelve amarillo y quebradizo después de una exposición prolongada a los rayos UV, y la pérdida de resistencia se vuelve significativa después. 6-12 meses de luz solar directa . Los acoplamientos estabilizados contra rayos UV incorporan negro de humo o inhibidores de rayos UV, manteniendo las propiedades durante 10 años en condiciones exteriores. Para instalaciones subterráneas, los acoplamientos estándar funcionan adecuadamente ya que el suelo proporciona protección UV.
| unpplication Type | Calificación recomendada | Condiciones de funcionamiento | Consideraciones especiales |
|---|---|---|---|
| agua fria residencial | PN16 | 20°C, 0,3-0,6 MPa | Elección rentable |
| agua caliente residencial | PN20 | 60-70 °C, 0,4-0,8 MPa | Recomendación estándar |
| calefacción por suelo radiante | PN16-PN20 | 40-55 °C, 0,3-0,5 MPa | Se requiere barrera de oxígeno |
| Alta presión comercial | PN25 | Temperatura variable, >1,0 MPa | Margen de seguridad máximo |
| expuesto al aire libre | PN16-PN20 | Exposición variable a los rayos UV | Fórmula estabilizada contra los rayos UV |
Evaluación de calidad y verificación de productos.
Distinguir los acoplamientos PPR de calidad de los productos inferiores protege la integridad del sistema y previene fallas prematuras:
Criterios de inspección visual
Examine las superficies de acoplamiento para comprobar su suavidad y uniformidad. Los acoplamientos de calidad exhiben un color uniforme en todas partes sin rayas, moteados ni decoloración. Los interiores de los enchufes deben estar limpios y lisos, sin áreas rugosas ni contaminantes visibles. El espesor de la pared debe ser uniforme en toda la circunferencia; las variaciones deben exceder 0,3 mm indican un control de fabricación deficiente . Verifique que las marcas sean completas y legibles, incluida la identificación del fabricante, el tamaño, la presión nominal y la fecha de producción.
Métodos de verificación de materiales
El material PPR genuino exhibe características físicas específicas. El material debe sentirse denso y sustancial en lugar de hueco o liviano. La flexión de un acoplamiento debe mostrar resistencia sin agrietarse ni deformarse permanentemente. El PPR de calidad vuelve a su forma original después de doblarse, mientras que los materiales inferiores pueden mostrar blanqueamiento por tensión o permanecer deformados. La prueba de dureza de la superficie utilizando un durómetro debería arrojar lecturas de 60-70 Shore D para PPR auténtico , mientras que los materiales más blandos sugieren contenido reciclado o polímeros inferiores.
Certificación y cumplimiento de estándares
Los fabricantes de renombre proporcionan documentación de pruebas y certificaciones de terceros. Busque el cumplimiento de ISO 15874, EN 15874 o normas nacionales equivalentes. Las certificaciones de organismos reconocidos como NSF, DVGW o WRAS indican que los productos se han sometido a rigurosas pruebas de seguridad y rendimiento. Solicite informes de pruebas que muestren resultados de resistencia a la presión, ciclos térmicos y resistencia química. Se deben evitar los productos que carezcan de la certificación o documentación adecuada, independientemente de las ventajas de precio, ya que Los accesorios no certificados muestran tasas de falla entre un 400% y un 500% más altas. que los componentes certificados.
Evaluación de embalaje y almacenamiento
Los fabricantes de calidad empaquetan los acoplamientos en bolsas o cajas selladas que los protegen contra la contaminación y la exposición a los rayos UV durante el almacenamiento. El embalaje individual o el embalaje a granel organizado indica atención al control de calidad. Los accesorios sueltos y sin empaquetar pueden haber acumulado suciedad o daños durante su manipulación. Verifique las condiciones de almacenamiento: los acoplamientos de PPR almacenados a la luz solar directa o a temperaturas extremas pueden haberse degradado antes de la instalación. Los productos almacenados adecuadamente en almacenes con clima controlado mantienen las especificaciones completas de forma indefinida.
Consideraciones de costos y análisis económico
Comprender los costos de acoplamiento de PPR ayuda a optimizar los presupuestos de los proyectos manteniendo los estándares de calidad:
Estructura de precios de materiales
Los acoplamientos de enchufe estándar representan gastos relativamente menores en el costo total del sistema. Los precios típicos varían desde De $0,50 a $1,50 para acoplamientos de 20 mm y de $3,00 a $8,00 para tamaños de 50 mm , que varía según la clasificación de presión y el fabricante. Los acoplamientos reductores cuestan aproximadamente entre un 30 y un 50 % más que los acoplamientos estándar debido a la mayor complejidad del material y la fabricación. Los acoplamientos roscados con inserciones de latón tienen precios superiores de 3 a 5 veces los costos de acoplamiento estándar debido a los componentes metálicos y los requisitos de ensamblaje.
Instalación Economía Laboral
Si bien los costos del material de acoplamiento son modestos, la mano de obra de instalación representa el componente de gasto más grande. Instaladores experimentados completan las juntas de acoplamiento a velocidades de 15-25 juntas por hora dependiendo del tamaño de la tubería y la accesibilidad . Esta eficiencia se traduce en costos laborales de aproximadamente $2 a $5 por junta para trabajos residenciales. Minimizar el número de juntas mediante un diseño cuidadoso del sistema reduce los costos de material y mano de obra. El uso de acoplamientos reductores en lugar de reductores separados y juntas adicionales ahorra aproximadamente entre $8 y $12 por punto de transición cuando se incluye la mano de obra.
Comparación de costos del ciclo de vida
Los acoplamientos PPR de calidad instalados correctamente no requieren mantenimiento y brindan 50 años de vida útil. Esta longevidad elimina los costos de reemplazo que afectan las juntas mecánicas, los accesorios de compresión o las conexiones soldadas. La naturaleza permanente de la soldadura por fusión evita fugas que causan daños por agua, la consecuencia más costosa de las fallas de plomería. Las estadísticas del sector asegurador indican que Los sistemas PPR correctamente instalados muestran tasas de fuga un 85 % más bajas que los sistemas metálicos roscados durante períodos de 20 años, lo que se traduce en ahorros sustanciales en costos de reparación y prevención de daños por agua.

Compensaciones entre calidad y precio
Los acoplamientos premium de fabricantes establecidos cuestan entre un 20% y un 40% más que las marcas económicas, pero ofrecen una confiabilidad significativamente mayor. La diferencia de costo incremental asciende a sólo $50-$150 para un sistema residencial completo, pero la diferencia de rendimiento puede ser sustancial. Los acoplamientos de bajo costo frecuentemente utilizan materiales reciclados, control de calidad inadecuado o dimensiones deficientes que comprometen la integridad de la unión. Los instaladores profesionales informan que Las devoluciones de garantía para productos premium son inferiores al 0,1%. en comparación con el 2-5% de las marcas económicas, lo que demuestra que una inversión adicional modesta ofrece mejoras sustanciales en la confiabilidad.
Solución de problemas y soluciones de reparación
unddressing coupling-related issues requires understanding common failure modes and appropriate remediation techniques:
Identificar juntas defectuosas
Las fallas en las juntas de acoplamiento generalmente se manifiestan como goteos lentos o lágrimas en lugar de rupturas catastróficas. Las juntas sospechosas muestran acumulación de humedad, manchas de agua o depósitos minerales en la ubicación del acoplamiento. Durante las pruebas de presión, las juntas defectuosas presentan caídas de presión o filtraciones de agua visibles. La fusión incompleta a menudo aparece como espacios entre el extremo de la tubería y el hombro del acoplamiento, o cordones de fusión asimétricos alrededor del perímetro de la junta. Las áreas blanqueadas por tensión cerca de las articulaciones indican sobrecarga o movimiento durante el enfriamiento.
Procedimientos de reparación
Las juntas de acoplamiento defectuosas no se pueden reparar en el lugar; es necesario retirarlas y reemplazarlas por completo. Corte el acoplamiento defectuoso y un tramo corto de tubería a cada lado, asegurándose de que los cortes sean al menos A 100 mm de las antiguas zonas de fusión. para evitar materiales afectados por el calor. Utilice un acoplamiento de reparación o dos acoplamientos estándar con una sección de tubería intermedia para volver a conectar el sistema. Si el espacio es limitado y la rotación de la tubería es imposible, los acoplamientos de reparación con casquillos extendidos o diseños deslizantes permiten la conexión a tuberías fijas. Asegure un tiempo de enfriamiento adecuado antes de presurizar las secciones reparadas.
Protocolos de inspección preventiva
Para instalaciones críticas o antes de ocultar tuberías en paredes o pisos, realice inspecciones visuales minuciosas de todas las juntas de acoplamiento. Verifique que los cordones de fusión sean consistentes, la profundidad de inserción adecuada y la alineación. Pruebe la presión de todo el sistema a 1,5 veces la presión de trabajo durante al menos 1 hora, controlando cualquier caída de presión. El monitoreo a largo plazo debe incluir inspecciones periódicas de las juntas accesibles, particularmente en áreas sujetas a vibraciones, ciclos térmicos o estrés mecánico. La detección temprana de juntas llorosas permite repararlas antes de que se produzcan daños importantes por agua.